��ĥ�ṹ���ӣ�ά������Ҫ��ߣ������Ѷȴ�һֱ����Լ�����ȶ����е����⡣������Ը���ĥ���������г��ֵĹ���ը�ѡ��ܷ�ѹ����˨���ѵ����⣬����˼��������ʩ������������������ά�ɱ�������豸�ɿ��ԡ�
01 �ܷ�ѹ����˨����
1.1 ����
����ĥ�����ѹȦ��˨�жϣ��������Ϊĥ������վ��λѸ���½���������ֲ���ʱ��ĥշ�ܳɺܿ�����ǰ�ܶ�������ĥ����ĥ�̷�����Ъ�ԽӴ���ż������“�ˡ���”����ײ������һ���������б���������Ϊ��ĥ����Ѹ���½���������ֵ����Լ20A��
1.2 ԭ�����
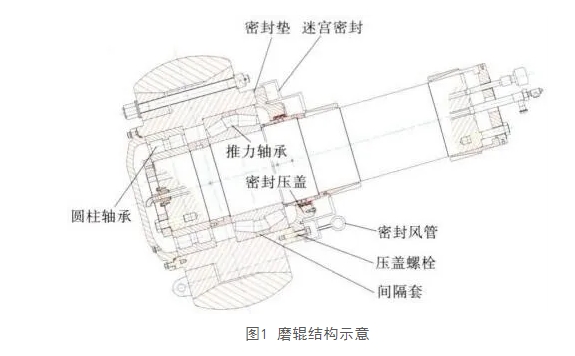
ĥ���ṹ��ͼ1��ʾ�������Թ��ܷ����ܷ�ѹ���ܱߵļ�϶���ֵΪ0.6mm��ÿ���ܷ�ѹ����˨�ж�ʱ������ᷢ���Թ��ܷ����ܷ�ѹ��֮����Ħ���ĺۼ�����ʹѹ����˨δȫ���ж�Ҳ��Ħ���ۼ�����˿��жϳ��˴��Թ���϶��ƹ�С������Ҫԭ���������ʱδ�ܳ�ֿ���ĥ���¶ȱ仯��ɵ�����������ʲ�ͬ����ͬ�������
�ļ�ĥ���¶ȿɴﵽ118�棬��ʹ����Ҳ��ﵽ95�����ϣ����Թ��ܷ����ֲ��ʵ�������ϵ����һ������Թ���������ĥ��ת���������⣬ͨ������ĥ����������϶�������е�ĥ���ߴ�1mm,������ֵӦΪ0.15-0.25mm��
������϶������ĥ������ת������ǰ��ܶ�����һ���Ӿ����ܷ�ѹȦ��˨��������������ֶ��ѵ����������������Ϊ������У�һ�������ܷ�ѹ����˨�жϣ�ĥ�������ִܶ���
1.3 �����ʩ
���ܷ�ѹ�ǽ��мӹ����������ȥ1mm��ʹ�Թ���϶�ﵽ1.6mm��ͬʱ����ĥ�����ܷ�����Ϊ������ȫѹ������ܷ������ֲ��Թ���϶����ķ�����ʧ����֤�ܷ�����ѹ����Ȼ����3000Pa������ĥ��������϶���������ڲ�ѹ�ܷ�������½�ѹ����˨š���������������϶��ֵ��Ȼ��Լ�����мӹ�����ĥ��������ĥ��������ߴ���������϶��ƫ������������������û��һ���ı�����ϵ����÷ֶ�������ӹ���ֱ����϶�����ں�����Χ��Ϊֹ����ʱҪ��Ǧ˿ѹ���ܷ�洦�ĺ�ȣ��Դ˺��Ϊ��ѡ����ʵ��ܷ�漴�ɽ�������϶���á�
02 ����ը��
2.1 ����
���й���������ĥ����“�ˡ���”��ײ��������ĥ�ż�鷢����ĥ��ը�ѣ�����������Ҫ������ĥ���ѿ�����ǰ�ܶ�������ĥ�̷�����ײ����ʱ�ڼ�������Ҳ������“�ǰ�”����������鷢����ĥ��ը�ѡ�
2.2 ԭ�����
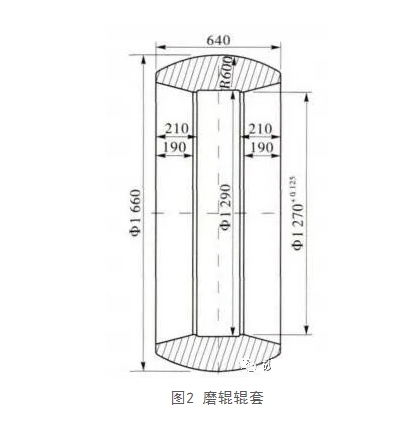
ĥ��ը�ѵĶ����Ϊ���룬��ʱΪ������ը��,��ʱΪͣ���ڼ�ը�ѣ���˿��ж����������Ĺ�ϵ�������ĥ�������¶ȸߴ�110�棬�����¶Ȼ�������130�����ң��¶ȹ����ǵ���ĥ��ը�ѵ�ֱ��ԭ���⣬ĥ�����ʰ뾶С(��ͼ2��ʾ)�Լ�����Ӳ�ȸߡ����Դ�һ���ٽ���ĥ��ը�ѡ�
 2.3 �����ʩ
���������������ͨ�磬���������¶ȣ���ĥ�����ײ����ɸ߾�������Ϊ�Ѻ�������ĥƤ�������ӳ�����������̽���ǣ����ٻ�ž�������롣
�Բ�ȡ���ϴ�ʩ��������ÿ�궨�ڶѺ�һ�ι������⣬��δ���ֹ�����ը�������ҶѺ�������ĥ��ҲԶ���ڸ߸��������ף��������������豸�Ŀɿ��ԣ����һ�������ά�ɱ���
���ڽ���Ч�����ԣ���ĥϵͳ�����з�ĥ���յ���ѡ�豸������ṹ��Ϊ���ӣ�����ά������Ҫ��ϸߣ������˽��豸�������������Ծ��������������ԭ���ȡ��������ƴ�ʩ�����ܱ�֤��ĥ�����ܡ� |